Thin film thickness gauge quality inspection

Thin film thickness quality management for tape printing machine
Penetrative X-ray inspection possesses characteristics such as rapidity, stability, and resistance to environmental influences. It can detect changes in thickness and density of objects, particularly in applications involving thin film and metal coatings. When coupled with highly sensitive detectors and real-time computing architecture, its accuracy and speed in online full inspection outweigh traditional film thickness measurement equipment.
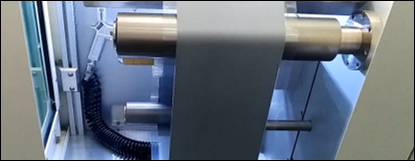
The image on the above depicts printing equipment for slurry-coated thin tapes. When manufacturing thin film integrated passive components, issues such as uneven coating thickness may arise due to factors like gravity or equipment vibration. During the process quality control phase, equipment for measuring film thickness is typically chosen. However, the following problems still need to be addressed:
Optical inspection is not suitable for small differences in film thickness, while instruments for measuring micrometer-scale thickness or XRF are costly.
The method is for offline inspection and not suitable for production lines.
Continuous sampling by skilled personnel is required, resulting in a large number of defective products by the time issues are discovered on the production line.
By setting up X-ray imaging equipment, it is possible to inspect the passing thin tapes, meeting the requirements for film thickness measurement and quality management, with the following advantages:
High resolution and high definition, allowing film thickness detection at the micrometer level.
Online inspection can be performed for full product inspection, coupled with production line automation to automatically separate defective samples.
X-ray equipment is more cost-effective compared to film thickness meters, and automated image interpretation requires no additional labor costs.
Thin film measurement case
The diagram below depicts a sample of plastic carrier tape manufactured using thin film printing techniques, with an average thickness of around 5μm for the metal coating. During coating, variations in thickness can arise due to equipment vibrations, temperature changes, or mechanical wear, causing process inaccuracies. Furthermore, environmental instability on the production line may lead to tape defects like winding or damage, necessitating real-time monitoring to uphold subsequent product quality. Hence, this experiment simulates thickness changes, multi-layer coatings, and sample folding to assess the viability of utilizing X-ray imaging for online inspection and film thickness measurement.
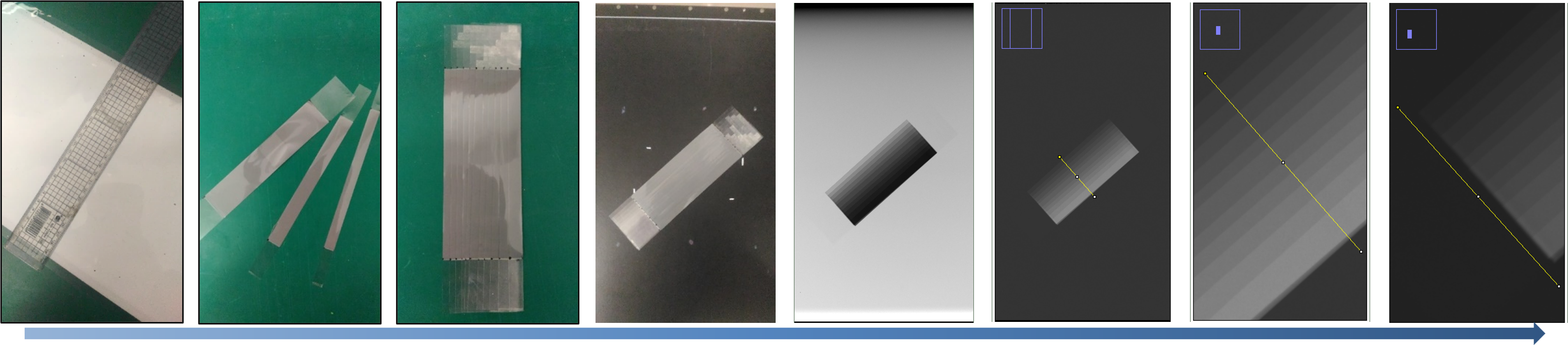
The figure above illustrates samples that have been cut, stacked, and recombined into printing specimens with varying thicknesses, totaling 11 layers, to simulate changes in film thickness and potential folding defects. Additionally, the portion consisting solely of plastic carrier tape is examined to assess its impact on the metal coating. From the X-ray images, a clear linear relationship between film thickness and X-ray absorption is evident. Analysis of pixel values in tangent sections reveals the influence of material and thickness on X-ray penetration. The obtained pixel values for the metal coating correspond to the pixel distribution in the lower left diagram, while those for the plastic carrier tape correspond to the distribution in the lower right diagram.
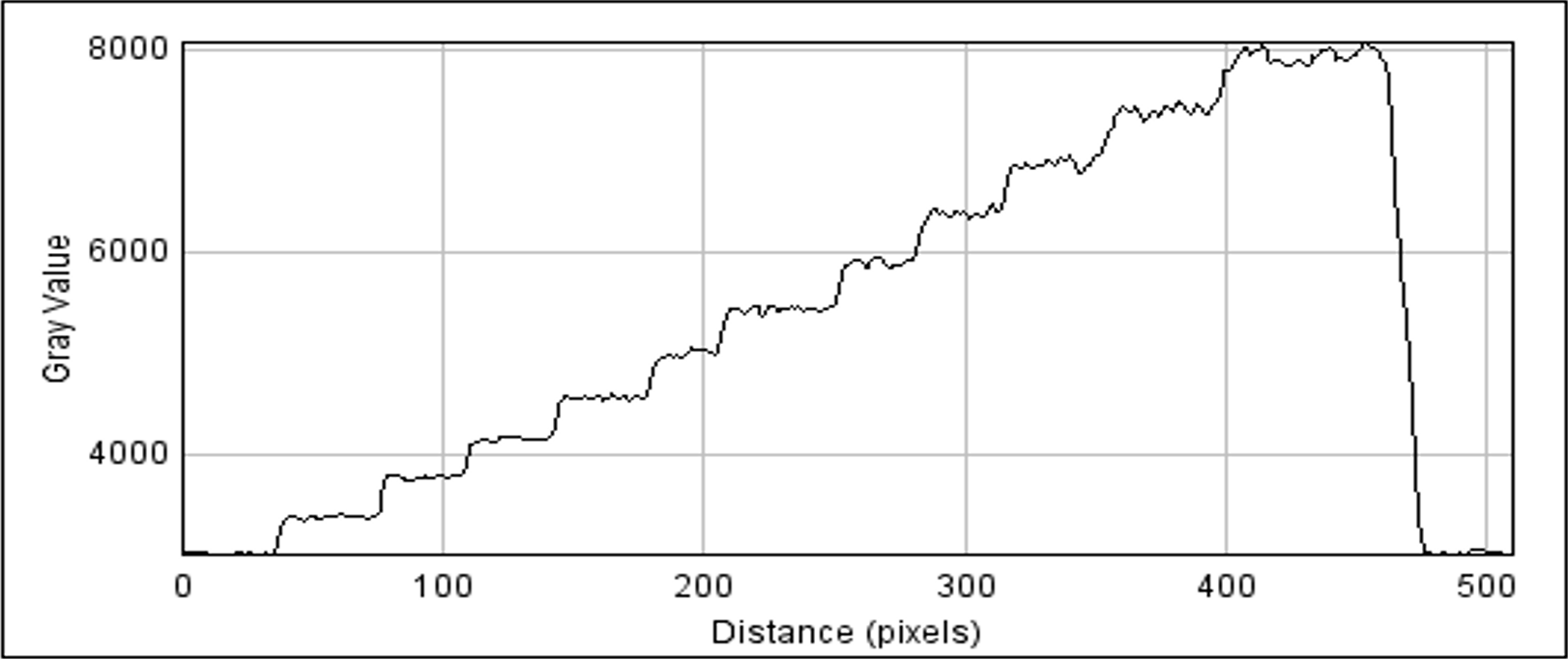
The linear absorption value of the metal coating on the thin film sample
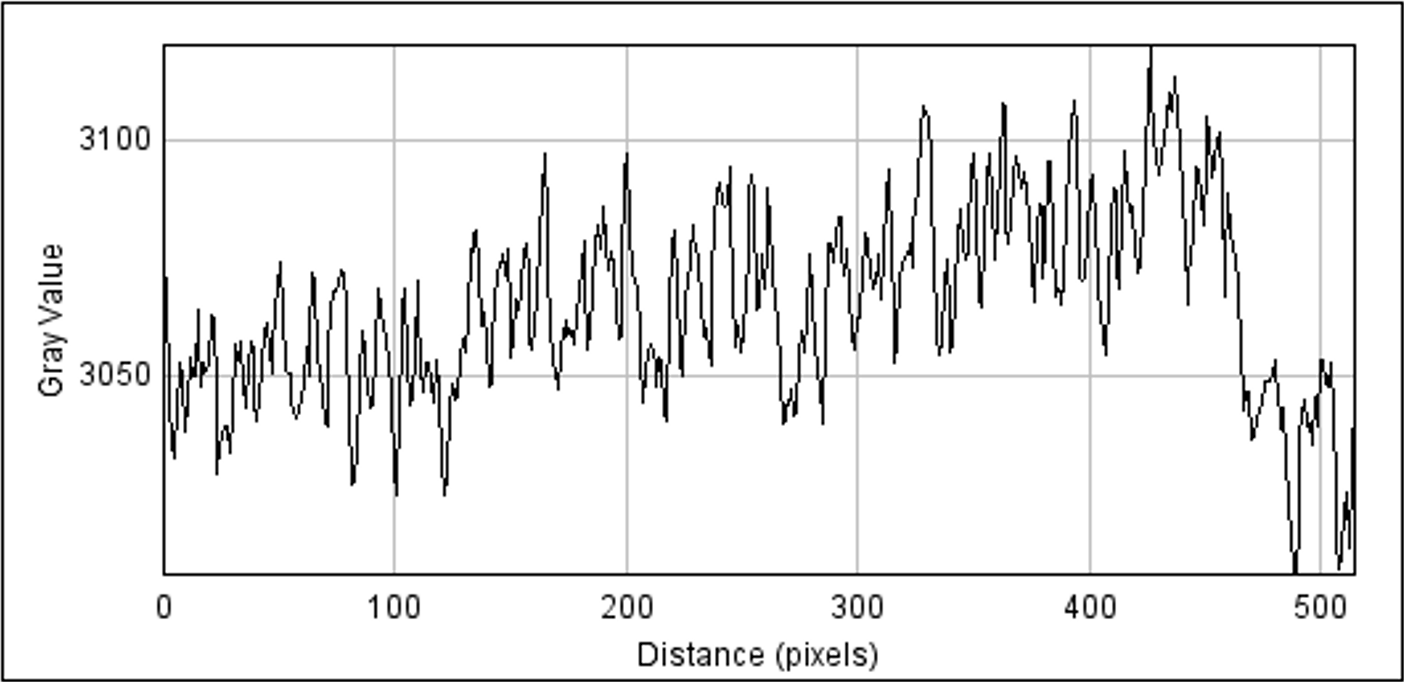
The absorption value of the plastic carrier tape and the background
From the figure on the right, it is confirmed that the background value is approximately 3000. Through spatial geometric image correction and noise reduction processing, as seen in the figure on the left, it is clear that each 5μm thickness of the metal coating yields approximately 500 grayscale values, demonstrating a nearly linear relationship. The stacking of the plastic carrier tape itself results in almost complete penetration under X-ray irradiation, with a difference of only 50-100 grayscale values between the 11 layers, indicating an impact level of <1% that can be disregarded.
From the above analysis, it is evident that variations in the thickness of the metal coating, utilizing rapid X-ray imaging scanning technology, can not only be quantified but also sampled far more efficiently than with laboratory film thickness meters, demonstrating the feasibility of real-time monitoring. Subsequent introduction of automation control and image recognition technology, coupled with cost-effective stable light sources and high-frame-rate, linear scanning image detectors, can be custom-designed for production line configurations, including radiation protection, data transmission, and optimization of imaging parameters, to implement inspection stations and meet online inspection requirements.