CT Scanning for Casting Insepction
Casting is a common material processing method. Unlike forged or machined products, casting pieces have characteristics such as low cost, high yield, flexible dimensions and shapes, and controllable strength, making them ideal for mass-produced, high-strength components like parts for vehicles, ships, or heavy-duty machinery. The typical casting production process involves pouring heated, molten metal into pre-made molds, followed by a series of pre-stress and heat treatment procedures, and then further detailed corrections and processing of the raw castings.
However, during the heat treatment and the raw casting finishing process, various product defects often occur due to environmental factors or unstable process levels. Optical systems are commonly used for visual inspection to eliminate defective products. For defects within the material itself or within complex internal structures, X-ray imaging technology is introduced for imaging and quality control. Common casting defects detected using X-ray imaging include:
Porosity: Also known as sand holes. These defects may be caused by air entering the mold during the process, or gasses produced by compound reactions with the environment during heating and cooling, resulting in hollow cavities within the material. These cavities can cause surface flatness defects or internal structural stress deficiencies, affecting overall strength.
Shrinkage: During heat treatment, changing in thickness, cooling rates, and pre-applied stress can cause surface or internal shrinkage cracks, affecting structural integrity and strength. High-temperature casting can also result in dendrite structures formed by interactions between different metal elements and cause structural flaws.
Flash: Also known as burrs. These occur when mold pores absorb small amounts of metal causing protrusions on the surface, or when weared out molds with less precision and improper process parameters lead to metal overflow. Burr creates extra boundary shapes and defects often occur in complex structures or areas difficult to observe with optical lenses.
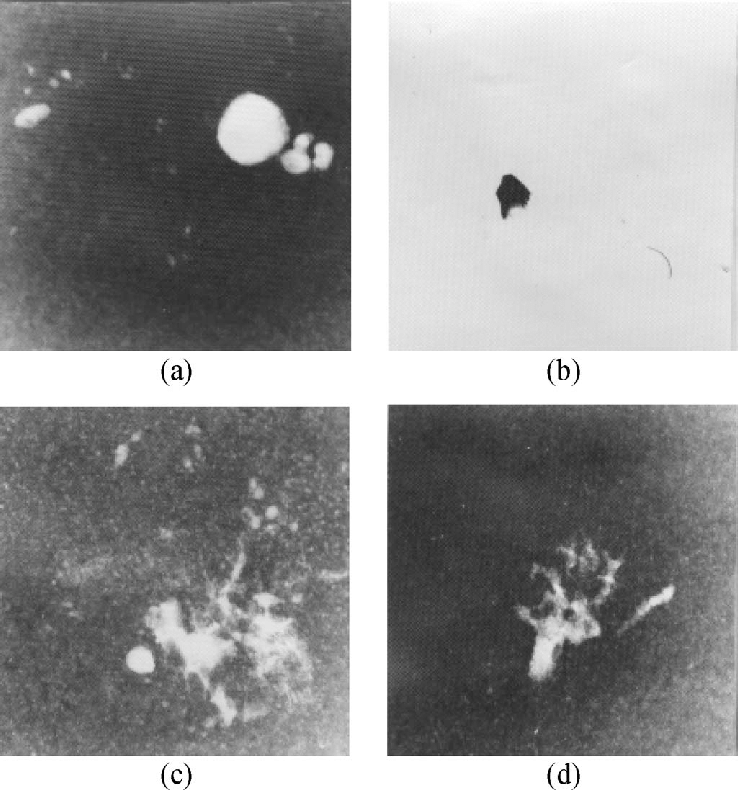
According to ASTM (American Society for Testing and Materials) standards, casting defects include:(a)Gas porosity or blowholes (b)Inclusions or slag residues (c)Shrinkage gaps due to uneven material thickness, density, or temperature (d)Intercrystalline structures caused by chemical reactions during heat treatment
When defects appear on the surface, high-resolution cameras or microscopes can be used to observe and measure their size and shape. Defects deep within the structure are not able to be observed from the surface, and even locating itself is becoming a challenge. Traditionally, destructive methods involve scraping the object along different axes for images to quantify defect size and shape. However, scraping defects developed inside structure and material in three-dimensional directions is a time-consuming work, and potentially destroying original defects. Scraping method is only applicable for laboratory analysis, and not suitable for high-value castings' inline inspection.
The introduction of X-ray imaging technology has further addressed these issues. Early imaging using film with radiation sources could solve the problem of large castings with high thickness being difficult to penetrate, but it resulted in lower imaging quality, longer radiation exposure times, and limited adjustability to specific casting or defect types.

Digital Imaging with Flat Panel Detectors and X-Ray Sources
With the advent of digital X-ray technology, using handheld pulsed sources or fixed continuous sources made on-site and online inspections possible. Quick single-shot X-ray radiography using flat panel detectors allows for immediate adjustment of imaging parameters and environment based on initial inspection results, providing sharp defect images for analysis;. On production lines, fast inspection equipment enables continuous fluoroscopy, locating and analyzing specific defects in objects, combined with other automated optical inspection technologies to ensure the product quality.

As automation and manufacturing technologies advance along with the demand for transportation and aerospace industries grows, mega casting is becoming the preferred technology in the electric vehicle industry. This process simplifies operations, increases strength, reduces weight, and lowers manufacturing costs. However, as the more intricate casting pieces becomes, the greater challenge x-ray imaging has to face: complex structures make it difficult to directly judge and locate internal structural defects from 2D radiography.
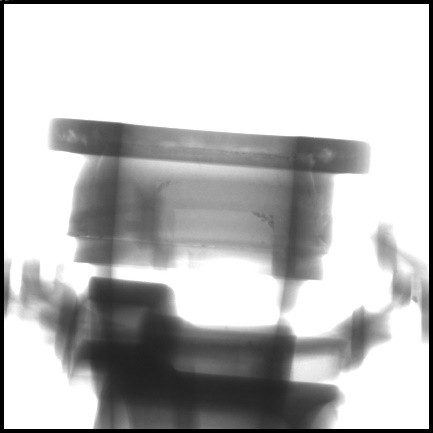
The image below shows a casting of a safety lock and its X-ray projection. The casting has external grooves, a hollow internal structure, and openings on both sides. Previously, AOI (Automated Optical Inspection) technology was used to verify the flatness of the casting's inner and outer surfaces to prevent unprocessed burrs or shrinkage holes from damaging contacting objects. The upper structure, which bears stress, requires inspection for sand holes and structural integrity.
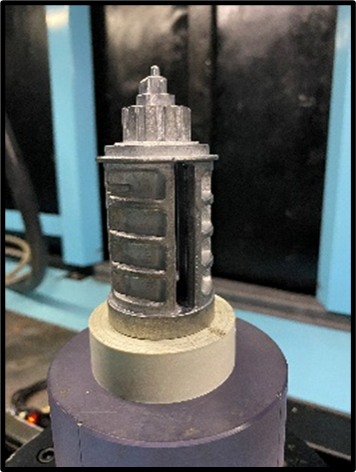
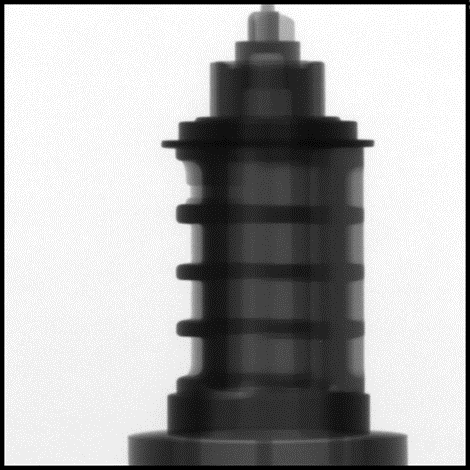
The challenge in imaging inspection is that AOI requires a probe entry for hollow internal structures, and significantly extending inspection time and failing to meet in-line throughput rate. Though X-ray fluoroscopy can show internal features, complex structures make it difficult to distinguish sand hole positions, and image differences due to shape and thickness.
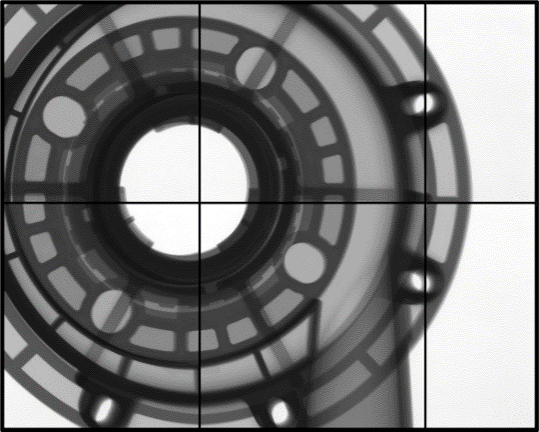
To solve the issue, we use CT scan technology. By capturing multiple angle X-ray projections of the casting piece and then reconstruct the image, structure and density can be visualized in virtual space, allowing observation from various angles. The image below shows a 3D view and sectional views along different axes of the object after CT imaging.
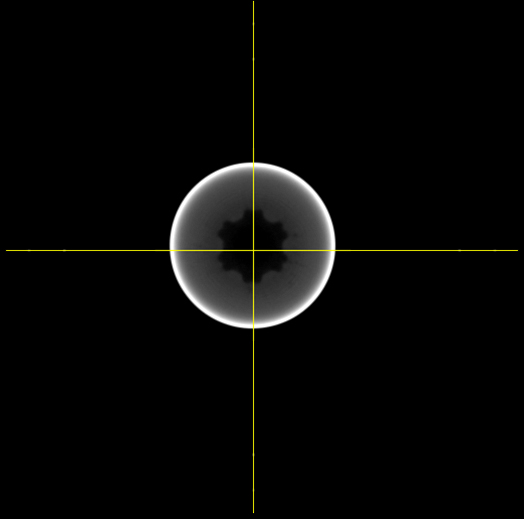
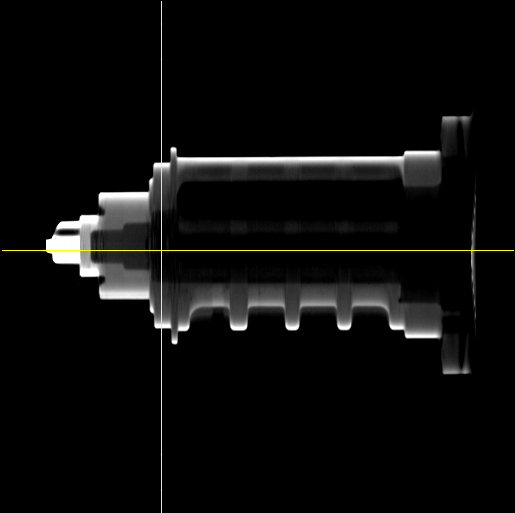
From the sectional view at a specific height, we can see that sand holes are present within the pipe wall and partially exposed on the surface. The presence of multiple smaller sand holes in this defect area indicates potential process improvements needed to reduce defect occurrence. Additionally, the integrity and deformity after stress applied on the casting piece can be simulated by software based on the CT imaging result.
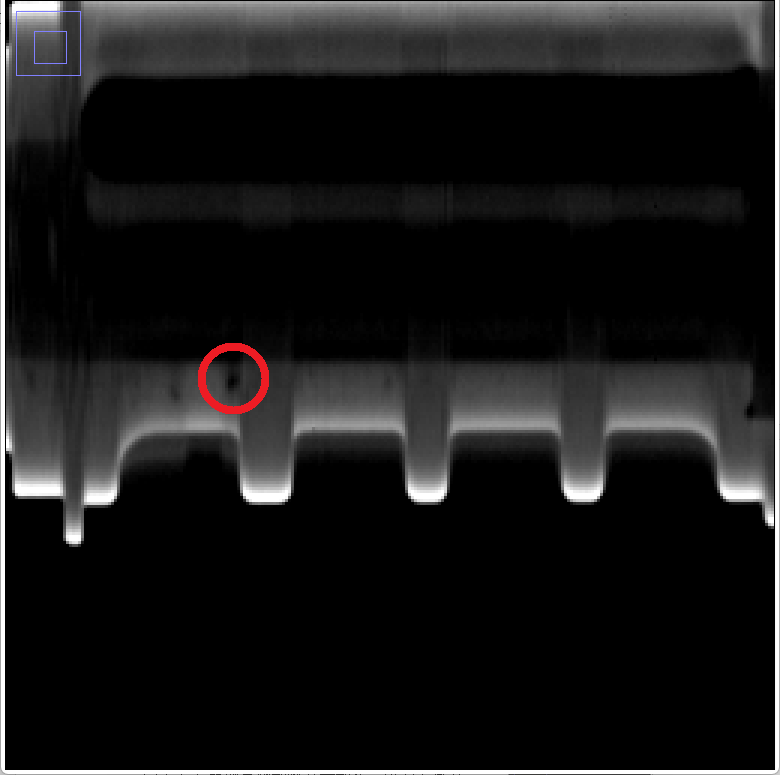
Internal Sand Holes in Castings and Sectional Images
While CT scanning can detect hidden defects and quantify them, it is relatively slow, requiring time for image acquisition and computation resources. Limited by the high throughput needed for inline inspection, this technology is mainly used in laboratory equipment and units for offline failure analysis. However, with Induxray's self-developed CTIL (Computed Tomography In-Line) function, the scenario is saving more time while allow simultaneous image acquisition and reconstruction to meet the speed demands of ionline inspection without waiting, making it an essential tool in the era of smart manufacturing.